
PROJETS
Progrès de l'installation mécanique à Hawaï
Octobre 2023
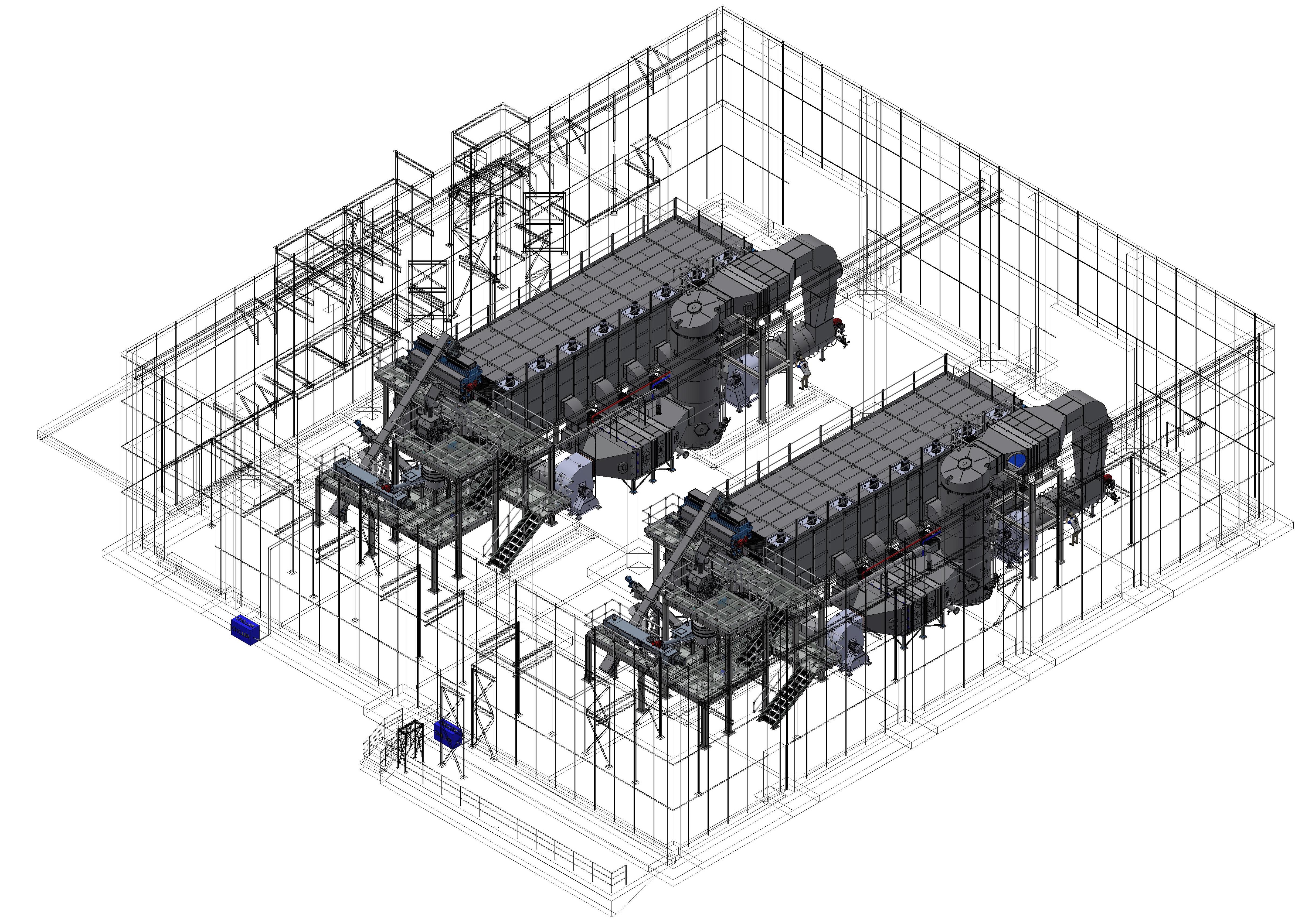
Après une longue traversée en porte-conteneurs de Hambourg à Hawaï, l'assemblage technique de tous les composants des deux lignes du sécheur à bande BD3000/8, ainsi que de ses condenseurs et de ses systèmes de chauffage et de transport, a lieu. Le superviseur expérimenté de SEVAR encadre de manière professionnelle l'équipe de monteurs recrutés localement. Ils font un travail formidable et progressent rapidement.
Dans les mois à venir, le montage électrique, la mise en service à froid et à chaud seront effectués. Une formation des opérateurs et un test de performance doivent être effectués.
Nos collaborateurs du marketing se réjouissent de réaliser des prises de vue professionnelles sur place.
STATION D'ÉPURATION YONGIN RESPIA | SÉCHAGE COMPLET DES BOUES D'ÉPURATION SOUS TERRE
Mai 2023
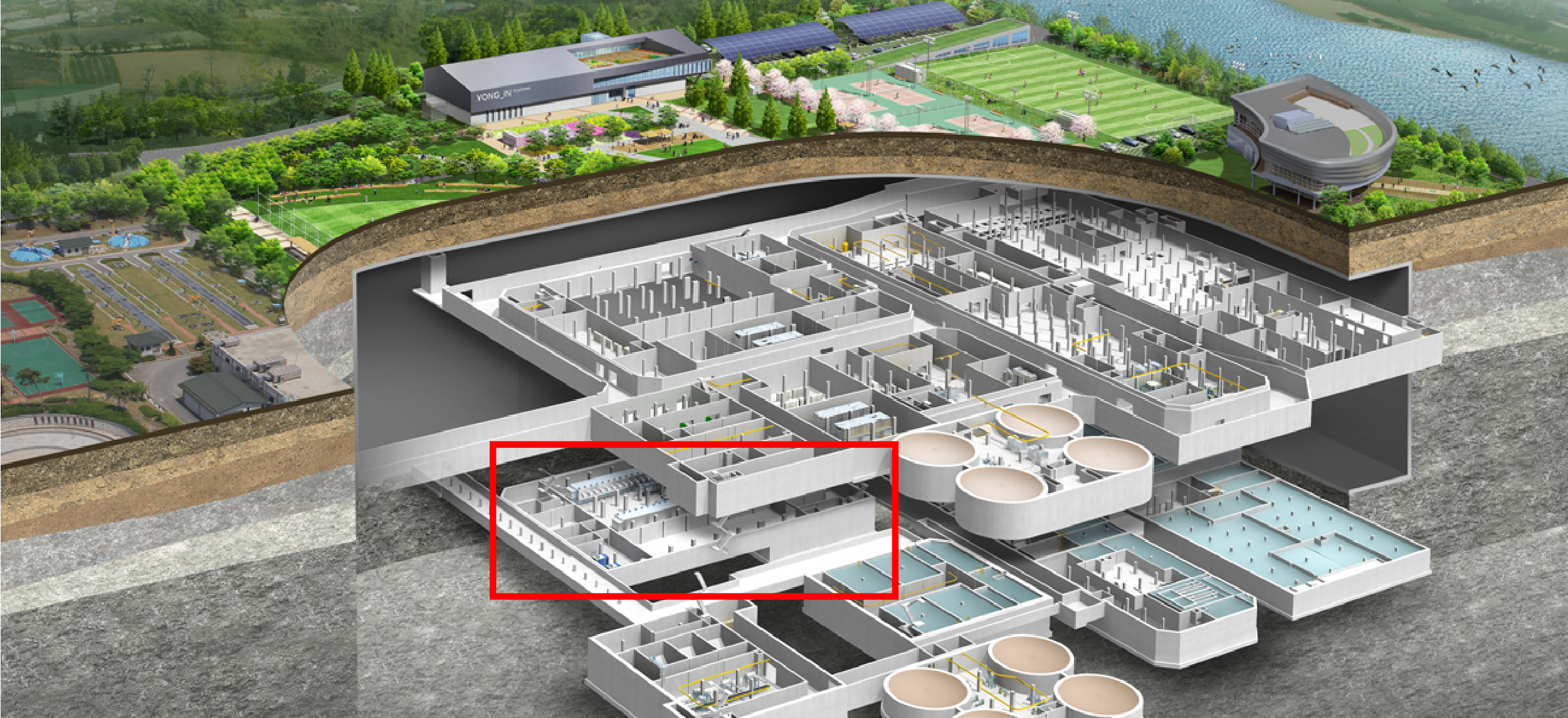
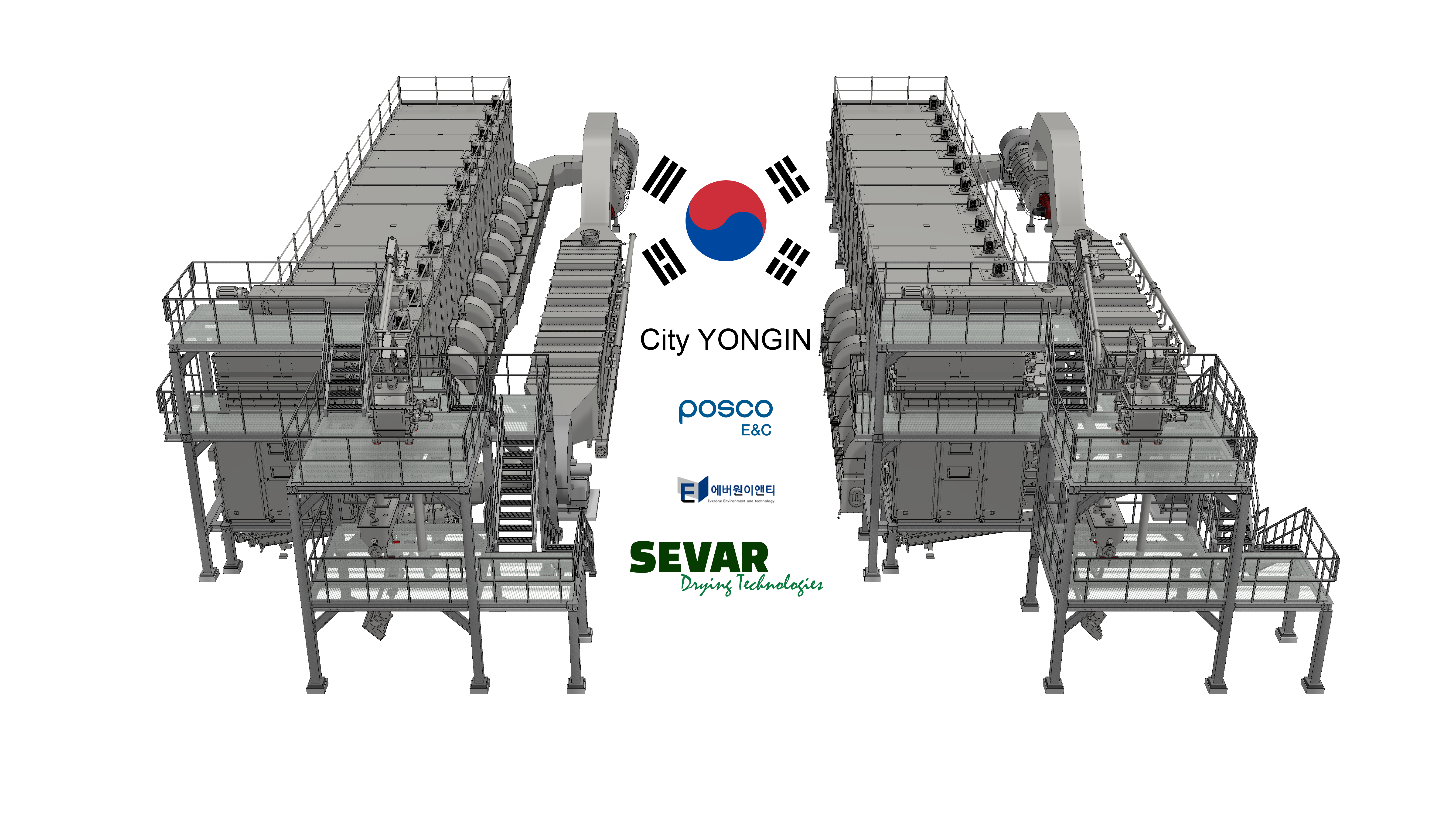
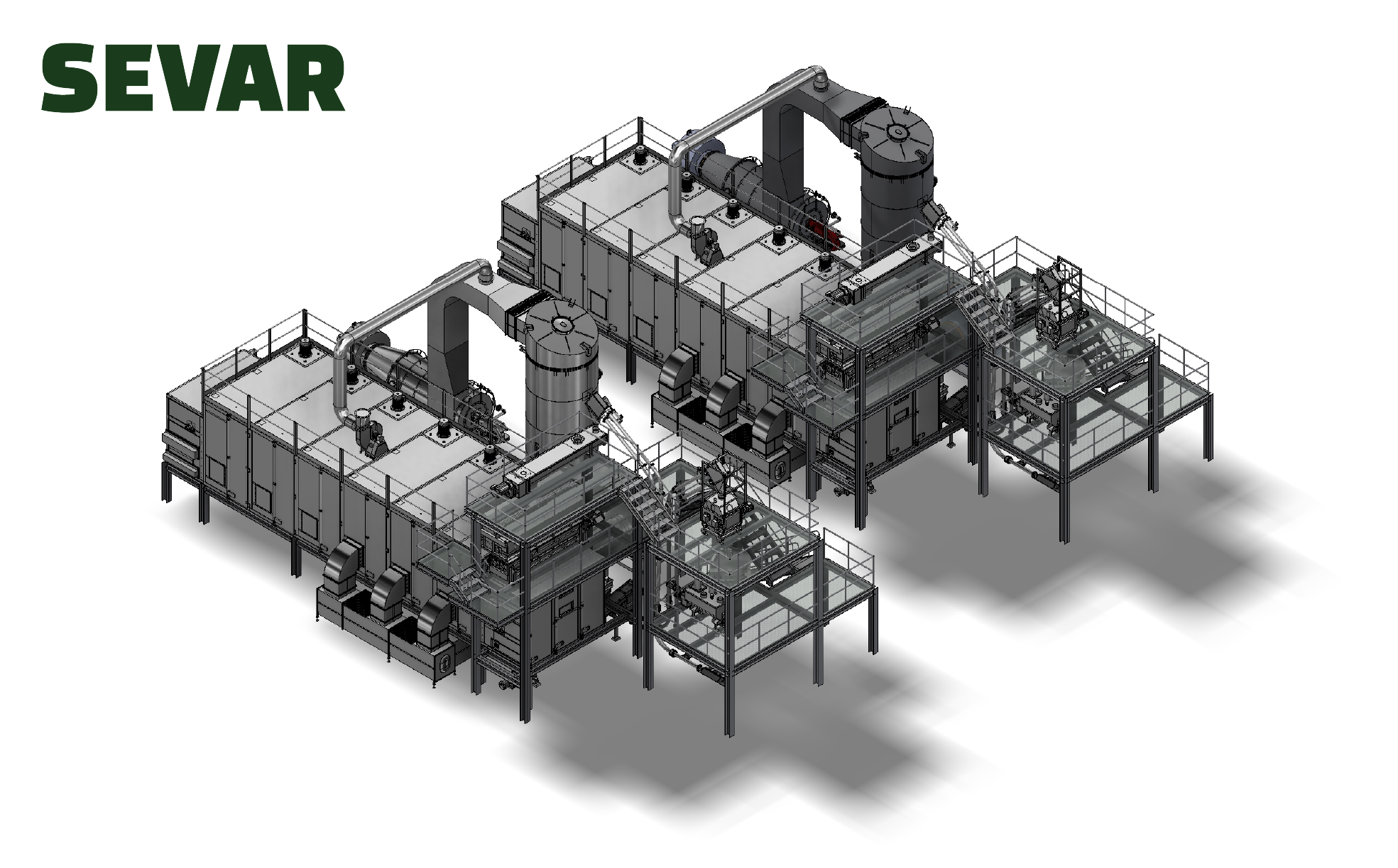
La ville coréenne de Yongin rénove sa station d'épuration Respia avec traitementdes boues pour traiter 145.000 m3/j d'eaux usées sous terre. La ville libère ainsi de l'espace pour l'exploitation d'installations de loisirs et de parcs, tout en créant un environnement plus agréable pour ses habitants. La technique de transport et d'aération de l'installation de séchage des boues d'épuration est déjà conçue pour la future augmentation de capacité de 30 %.
Everone Environment & Technology Co, Ltd. a demandé à SEVAR de concevoir et de fabriquer deux lignes de sécheurs à bande pour le compte de POSCO Engineering & Construction, l'entrepreneur général de la ville de Yongin.
Deux lignes identiques du sécheur à bande de taille BD 3000/13, comprenant chacun 13 modules, sèchent toutes les heures 9,2 tonnes de boues d'épuration déshydratées avec 20 % de MS pour atteindre 90 % de MS. Les boues séchées sont ensuite mélangées à du charbon et brûlées dans une centrale électrique. Dans quelques années, les deux lignes seront prolongées de 4 modules chacune. Chaque année, le débit est de 14 700 ou, à l'avenir, de 19 300 tonnes de matières sèches (100 % MS). Une partie du biogaz produit lors de la digestion des boues digérées est brûlée pour générer la chaleur de séchage. Dans des condenseurs horizontaux, l'air d'évacuation chargé d'eau du sécheur avec sortie de la station d'épuration est condensé indirectement comme eau de refroidissement. Le condensat est acheminé vers la station d'épuration pour y être traité.
La livraison et le montage des sécheurs à bande auront lieu en 2024. L'installation de séchage sera mise en service à la mi 2025.
SUISSE | SÉCHEUR À BANDE ÉTENDU AVEC DEUX MODULES POUR UNE NOUVELLE UTILISATION SUR UN NOUVEAU SITE
Décembre 2022
Le sécheur à bande BD 3000/5 de KBA Hard à Schaffhausen, en Suisse, est utilisé depuis 2009 pour le séchage des boues d’épuration fournies par l'extérieur, a été démonté et monté sur le nouveau site du Juracement à Wildegg. La nouvelle application de la sécheuse, qui sera étendu en 2023 par deux modules à la taille de BD3000/ 7, est le séchage de bois déchiqueté avec une humidité de 50 % et un débit de 4,5 t/h. Le matériau est appliqué par l’intermédiaire d’une vis pendulaire au-dessus de la bande de séchage de 3 m de large.
Après un séchage de 30-40 % d’humidité résiduelle, le bois va être utilisé comme combustible alternative neutre en CO2 pour la production de ciment. Le sécheur à bande précédemment chauffé avec l’eau de refroidissement d’une cogénération alimentée au biogaz fonctionne désormais avec du gaz chaud. Le gaz chaud produit dans le refroidisseur flash lors de la production du ciment passe à travers des échangeurs de chaleur pour produire de l’air chaud de séchage à 130 °C. l’air chaud est ensuite utilisée comme combustible de substitution. L’air humide d’échappement du sèche ligne est condensé dans un biofiltre et les odeurs sont éliminées.
SÉCHEUR À BANDE BD 1500/2 | LIVRAISON ET INSTALLATION EN FRANCE
SÉCHAGE DES BOUES DES EAUX USÉES DE L’INDUSTRIE DES SEMI-CONDUCREURS
Décembre 2022
Pour le Project Stel II, la Société française NIJHUIS SAUR INDUSTRIES a passé une commande auprès de SEVAR AG en Mars 2022 pour un sécheur àbande BD 1500/2, y compris la livraison, la supervision du montage et l'assistance pour la mise en service et l'automatisation. En raison de ses dimensions compactes, le sécheur à bande a été livré entièrement assemblé à l’aide d’un camion de l’atelier de Karlsdorf-Neuthard au site d’installation de Crolles près de Grenoble en France. Un deuxième camion a transporté les unités externes telles que l’unité d’alimentation, les deux vis de sortie et ses supports, l’élévateur, la vis de dosage, la vis de mixage, l’échangeur de chaleur ainsi que le ventilateur d’exhaure.
Les boues issues du traitement biologique des eaux usées, déshydratées à 1 6% MS par filtre-presse à chambre, sont séchées à > 60 % de MS avec un débit de 144 kg/h dans les deux modules du sécheur à bande BD 1500/2. L’unité d’alimentation du sécheur à bande se compose d’un distributeur, d’une unité de dosage et d’une presse à rouleaux qui granule les boues en amont du processus de séchage. Une installation d’un système interne de rétro-mélange est d'une grande importance afin d’avoir un séchage efficace. Dans ce processus, le matériau séché est mélangé avec la boue déshydratée à environ. 30 % MS. On confère ainsi au matériau à sécher un rapport volume-surface favorable au transfert d'eau vers l'air de séchage. Pour la génération de chaleur de séchage à une température minimale de 56 °C, un cycle d'eau provenant d'un processus de production de l'industrie des semi-conducteurs adjacente est utilisé avec de l'eau chaude à une température minimale de 65 °C (90 °C en valeur nominale). Ce circuit d’eau chauffe indirectement l’air du sécheur par des échangeurs de chaleur qui sont installées dans chacune des deux chambres du sécheur à bande. Pendant le processus de séchage, 106 kg/h d'eau s’évapore.
MOYEN-ORIENT | 2 LIGNES DE SÉCHEUR À BANDE 3000/5 COMMANDE POUR LE SÉCHAGE DES BOUES BRUTES
SÉCHAGE DES BOUES DES EAUX USÉES DE L’INDUSTRIE DES SEMI-CONDUCREURS
Décembre 2022
Lors du séchage d’une quantité de 3,5 t/h de boues brutes biologiques déshydratées à 21 % MS à 90 % MS, cela va s’effectuer avec deux lignes identiques du Sécheur à bande BD 3000/6. Pendant le processus de séchage, 2,7 t/h d'eau s’évapore. L’eau évaporé qui contient l’air d’échappement du sécheur est condensé dans les condenseurs pulvérisateurs, qui fonctionnent avec l’effluent de la station d’épuration, et le condensat résultant est traite dans la station d’épuration.
L’eau chaude de séchage est produite à l’aide de brûleurs alimentés au diesel et mélangé avec l’air d’échappement qui est recyclé et condensé à une température de séchage d’environ 130 °C.
Le traitement à cette température et pendant plus de 90 minutes satisfait aux exigences de la classe A de L’EPA des Etats-Unis en matière d’élimination des pathogènes.
Chacune des deux lignes de sécheur à bande sera équipée d’un retro-mélange, broyage un tamisage du produit, un condensateur de pulvérisation directe et un brûleur. L’ingénierie, la fabrication, la livraison, la supervision de l’installation, la mise en service ainsi que les essais de performance sur site font partie du contrat de SEVAR AG.
SÉCHEUR À BANDE POUR BOUES D'ÉPURATION D'EAUX LIQUIDES

Septembre 2021
Construction d'une installation de séchage de boues industrielles issues d'eaux usées de laiterie à Grajewo, Pologne.
L'exploitant de l'installation, SM MLEKPOL, est une coopérative laitière polonaise et le plus grand groupe laitier de Pologne. MLEKPOL fait partie des vingt plus grandes entreprises de transformation du lait cru en Europe. Environ 5 millions de litres de lait provenant de 9 000 producteurs laitiers sont traités chaque jour. La société d'ingénierie polonaise SEEN Technologie est l'entrepreneur général.
Les eaux usées de la laiterie sont traitées biologiquement dans la station d'épuration de l'entreprise. Les boues d'épuration produites à raison de 1,2 t/h et déshydratées à 16 % seront à l'avenir séchées à 90 % de MS dans un sécheur à bande de la taille BD3000/6 avec 6 chambres de séchage. Pour une structuration optimale, les boues humides sont remélangées à des boues d'épuration séchées à 90% MS avant d'être chargées sur la bande du sécheur à 30 % MS.
L'air de séchage est chauffé par des échangeurs de chaleur alimentés par l'eau de refroidissement (90/70 °C) d'une centrale de cogénération. Le retour de l'eau de refroidissement réchauffe l'air de séchage de 30 à 50 °C.
La particularité est une récupération de chaleur par l'utilisation de l'air chaud et humide évacué après le processus de séchage pour réchauffer les boues fines en vue de leur traitement anaérobie dans le digesteur pour la production de biogaz.
La commande La mise en service de l'installation de séchage est prévue pour le 3e trimestre 2022.
MERCK SHARP & DOHME COMMANDE DES SÉCHEURS À BANDE POUR SON SITE DE PRODUCTION D'ELKTON, VA (USA)

Avril 2021
L'entreprise pharmaceutique américaine Merck Sharp & Dohme, Inc. (MSD) confie à l'entrepreneur général Jacobs Engineering Group, Inc. la planification et la construction d'une installation de séchage pour les boues d'épuration. Les boues d'épuration sont produites lors du traitement biologique des eaux usées de production industrielle sur le site de production d'Elkton dans l'État de Virginie, aux États-Unis, à raison de 2,6 t/h et 15 % de MS.
Le sécheur à bande BD3000/8 de SEVAR AG est conçu pour une capacité d'évaporation d'eau de 2,2 t/h. L'air de séchage du sécheur à bande BD 3000/8 est chauffé indirectement jusqu'à 130 °C par de la vapeur industrielle produite sur le site de production via des échangeurs de chaleur. Les boues d'épuration séchées à 0,4 t/h jusqu'à 90 % de MS sont transportées par des vis sans fin dans des conteneurs qui sont évacués par camion. L'air chaud et humide évacué est déshumidifié dans un condenseur à pulvérisation fonctionnant indirectement avec de l'eau de refroidissement, également produite sur le site de production. Une partie de l'air évacué est recyclée et l'air excédentaire est envoyé dans l'épurateur acide pour éliminer les composés azotés. Le condensat est traité dans la station d'épuration de l'entreprise.
Séchage de digestats à l'échelle pilote
Février 2021
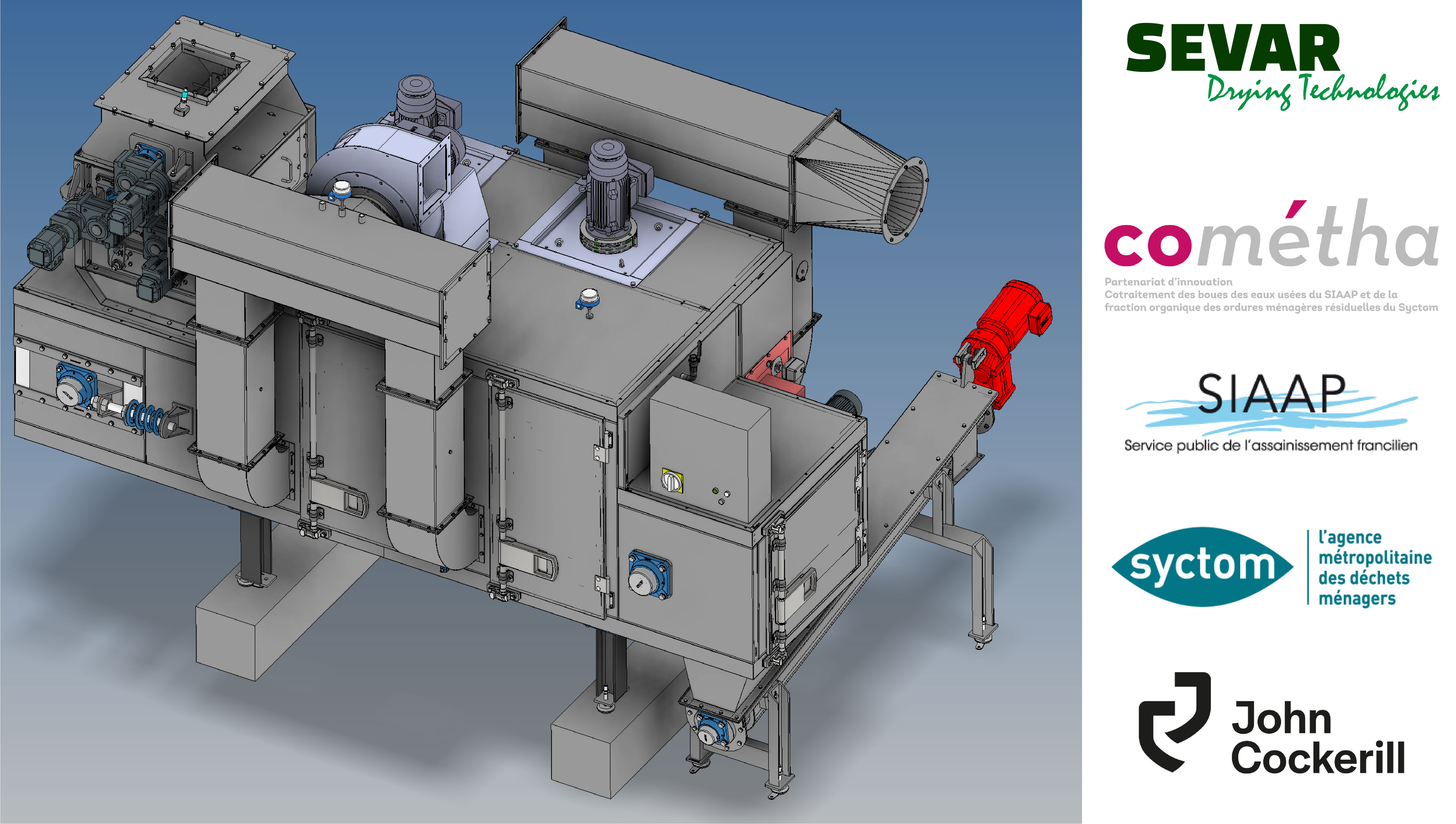
Cométha est un projet commun de partenariat d'innovation entre le SIAAP (syndicat français d'assainissement) et le Syctom (opérateur public de valorisation des déchets ménagers) en région parisienne, France. Les entreprises s'occupent de l'assainissement des eaux usées de 9 millions d'habitants et du traitement des déchets ménagers de 6 millions d'habitants. Pour atteindre l'objectif du Syctom de faire des déchets une ressource grâce à une économie circulaire durable, les filières de valorisation sont constamment optimisées. Le groupe belge de construction de machines et d'installations John Cockerill a la responsabilité globale du projet en tant que contractant EPC.
Cométha s'occupe du traitement de la fraction solide et liquide des biodéchets, qui sont produits lors de leur traitement dans l'installation de biogaz. La méthanisation (traitement anaérobie) de la matière organique produit du biométhane qui, une fois purifié, peut être injecté dans le réseau de gaz ou utilisé comme carburant pour les véhicules. Le digestat est le résidu riche en nutriments qui subsiste après la fermentation.
Cométha étudie dans une installationpilote (phase 2) la faisabilité du traitement conjoint (mélange inédit) des matières biologiques solides et liquides suivantes, à forte teneur en matières organiques : graisses, boues d'épuration, fraction liquide des ordures, déchets ménagers et fumier de cheval. La valorisation énergétique, la méthanisation optimisée et la production de substances nutritives sont étudiées à titre expérimental et dans une perspective d'avenir.
Dans l'installation pilote innovante sur le site de Seine Valenton, France, le digestat issu de la méthanisation est déshydraté dans une presse à vis, séché avec un sécheur à bande SEVAR(échelle pilote) et envoyé à la pyrolyse. À partir de la phase liquide, du sulfate d'ammonium est produit par stripping pour être utilisé comme engrais.
Le sécheur pilote de taille BD 750/2 a été construit en février 2021 par John Cockerill pour un débit de 30 - 100 kg/h de digestat déshydraté avec. environ 25 - 50 % de MS et une capacité d'évaporation d'eau de 20 - 40 kg/h commandée à SEVAR AG. Le digestat est alimenté par une presse à rouleaux sur le tapis du sécheur, transporté à travers les deux chambres de séchage chauffées électriquement et évacué par une vis d'extraction refroidie à l'eau. Les dimensions extérieures compactes (L x l x H) sont d'environ 4200 x 3250 x 3000 mm.
L'installation pilote sera exploitée pendant 3 ans. Les résultats de l'exploitation influenceront la planification et la construction de l'installation industrielle de la phase 3.
Lire la suite : www.cometha.fr/
LE COMTÉ DE HOWARD SIGNE UN PROTOCOLE D'ACQUISITION

Janvier 2021
Le "Bureau of Utilities" du comté de Howard, l'exploitant de la station d'épuration Little Patuxent Water Reclamation Plant (LPWRP) dans l'État du Maryland, États-Unis, a repris le "Biosolids Belt Drying System" en signant le protocole de reprise (Take Over Certificate). Ceci marque le début de la phase de garantie de 24 mois de l'installation.
La commande de l'installation de séchage par l'entreprise de construction Clark Construction Group, LLC a été passée en février 2017. La prestation d'ingénierie du "Biosolids Processing Facilities Improvement Project" a été confiée au célèbre bureau d'études américain HDR, Inc.
Deux lignes de sécheur à bande SEVAR chauffées directement au gaz naturel ou au biogaz avec trémie de réception des boues humides, y compris les pompes d'alimentation, les silos de matières sèches et les condenseurs à pulvérisation ont été construites pour une capacité d'évaporation d'eau de 2 t/h par ligne de séchage. L'installation clé en main sur le plan électromécanique et de la technique de commande pour le séchage complet de 2,0 t/h de boues humides avec 20 % de TR à 90 % de MS a été mise en service en janvier 2021.
Le projet vise à remplacer la pratique de l'époque consistant à stabiliser les boues d'épuration non digérées avec de la chaux par un procédé moderne. La construction de digesteurs et le séchage complet des boues digérées répondent aux normes élevées de la classe A en matière d'élimination des polluants et des agents pathogènes. Les boues séchées peuvent être vendues aux citoyens pour être utilisées comme engrais ou comme mélange de sol. L'utilisation dans la production de gazon est une autre possibilité d'utilisation des boues d'épuration.
Le projet "Little Patuxent Water Reclamation Plant Biosolids Processing Facilities Improvements" (amélioration de l'installation de traitement des boues d'épuration du comté de Howard) a reçu le prix Envision Silver Award pour la durabilité en septembre 2021 de l'Institute for Sustainable Infrastructure (ISI).
Lire la suite : https://sustainableinfrastructure.org/project-awards/little-patuxent-water-reclamation-plant-biosolids-processing-facilities-improvements/
SEVAR AG REÇOIT UNE COMMANDE À HAWAII
Mai 2020
En 2018, "La ville et le comté d'Honolulu" ont lancé un appel d'offres pour la modernisation du traitement des boues d'épuration dans le but de transformer les boues en "biosolides de classe A" par séchage et donc, non seulement de réduire les coûts d'élimination, mais aussi de produire des matériaux valorisables, qui sont utilisés pour l'amélioration des sols.
Après que PARSONS ait obtenu le contrat en tant qu'entrepreneur général, elle a commandé les sécheurs (2 lignes BD 3000 / 8) à SEVAR AG. Grâce au soutien actif de notre agent local, Promark Corp. SEVAR a pu obtenir la commande.
La fourniture comprend les deux lignes de séchage et l'ensemble de la ligne de traitement de l'air de processus ; la production de chaleur par combustion de gaz naturel / biogaz ainsi que l'air d'échappement du sécheur (condensation, recirculation et traitement de l'air d'échappement au moyen d'épurateurs chimiques).
Le facteur décisif pour le client a été la flexibilité des sécheurs SEVAR à être alimentés par différentes sources de chaleur ; ainsi, les sécheurs sont d'abord chauffés directement au gaz naturel / biogaz et plus tard, après construction de l'unité de cogénération prévue, par les gaz d'échappement de l'unité de cogénération.
Les sécheurs ont une capacité d'évaporation de 2 t/h chacun, de sorte que l'installation peut traiter plus de 5 tonnes de boues déshydratées par heure. Boues d'épuration municipales ayant une teneur initiale en solides de 23 % MS séchées à 92 % MS. En exposant la masse bactérienne à des températures de séchage allant jusqu'à 130 °C, les boues sont hygiénisées et toutes les bactéries telles que e.coli ou salmonelles sont éliminées.
L'ingénierie ainsi que la production ont lieu en Allemagne et l'activité est à son maximum. L'expédition de l'usine se fait par transport maritime. Le montage et la mise en service sont effectués par les employés de SEVAR AG.