
PROYECTOS
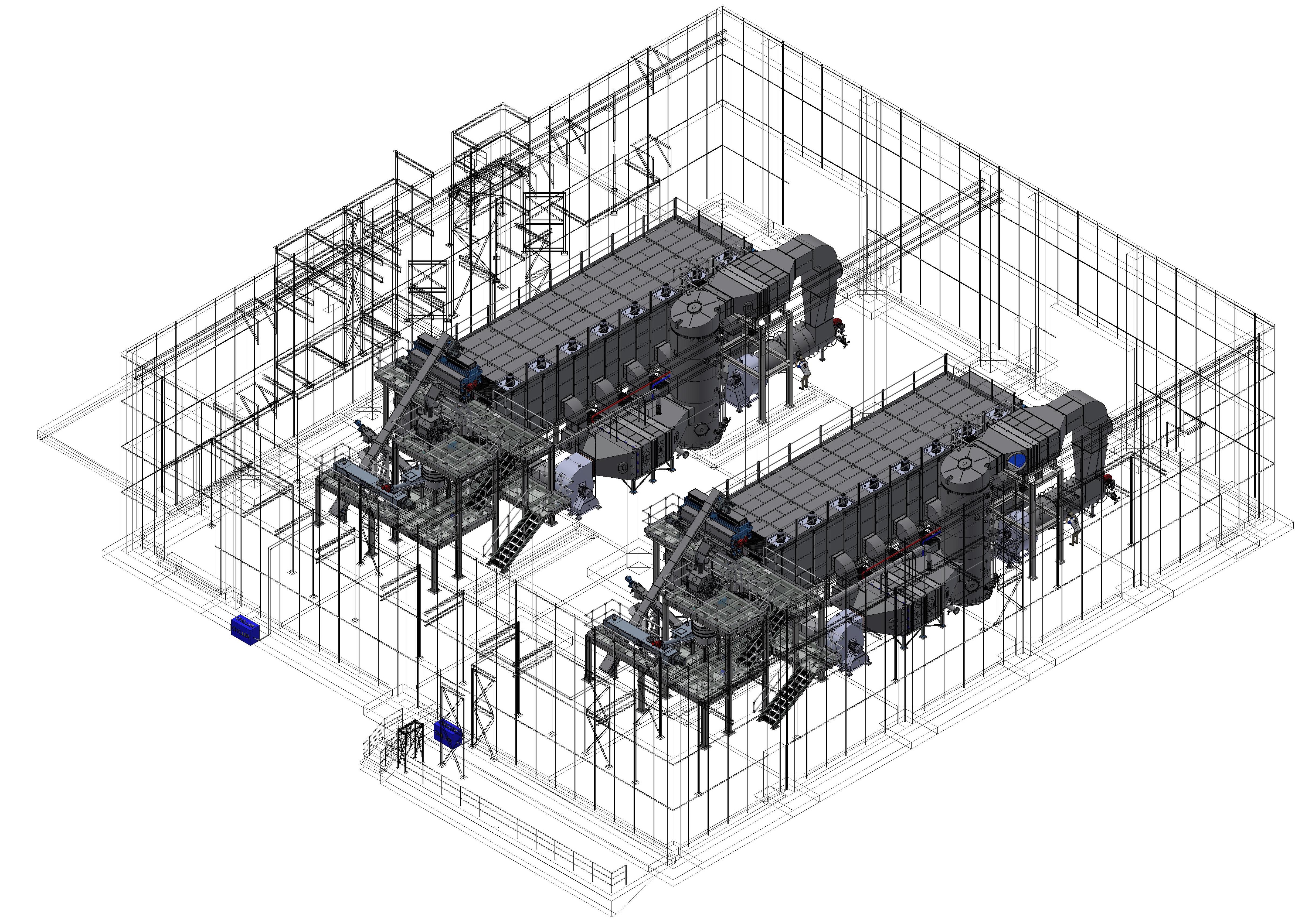
Avances en la instalación mecánica en Hawai
Octubre de 2023
Tras una larga travesía en portacontenedores desde Hamburgo hasta Hawai, tiene lugar el montaje mecánico de todos los componentes de las dos líneas del secador de banda BD3000/8, así como de sus condensadores, calefacción y tecnología de transporte. El experimentado supervisor de SEVAR supervisa con pericia al equipo de montadores contratados localmente. Están haciendo un gran trabajo y progresando rápidamente.
En los próximos meses se procederá a la instalación eléctrica y a la puesta en marcha en frío y en caliente. Se formará al personal de explotación y se realizará una prueba de rendimiento.
Nuestro personal de marketing espera con impaciencia las grabaciones profesionales in situ.
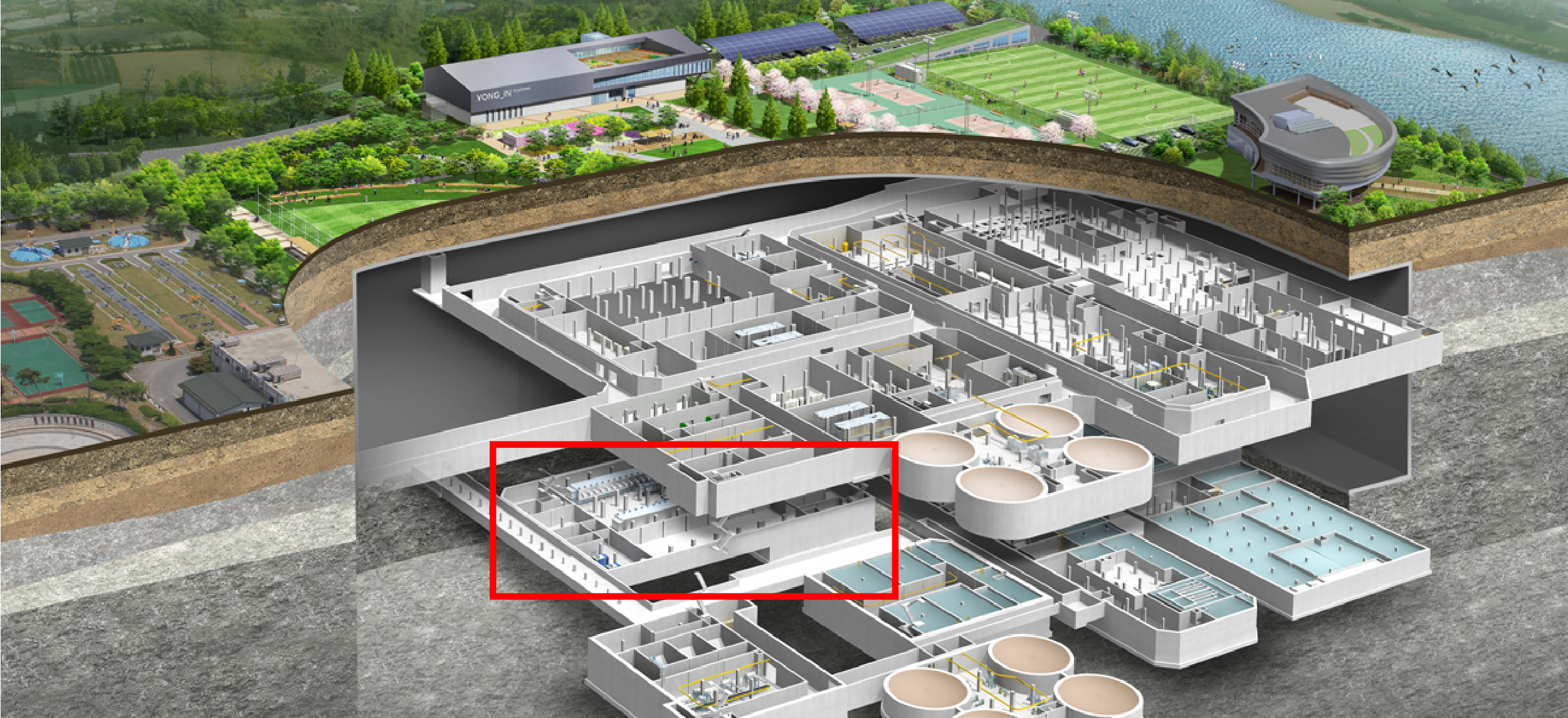
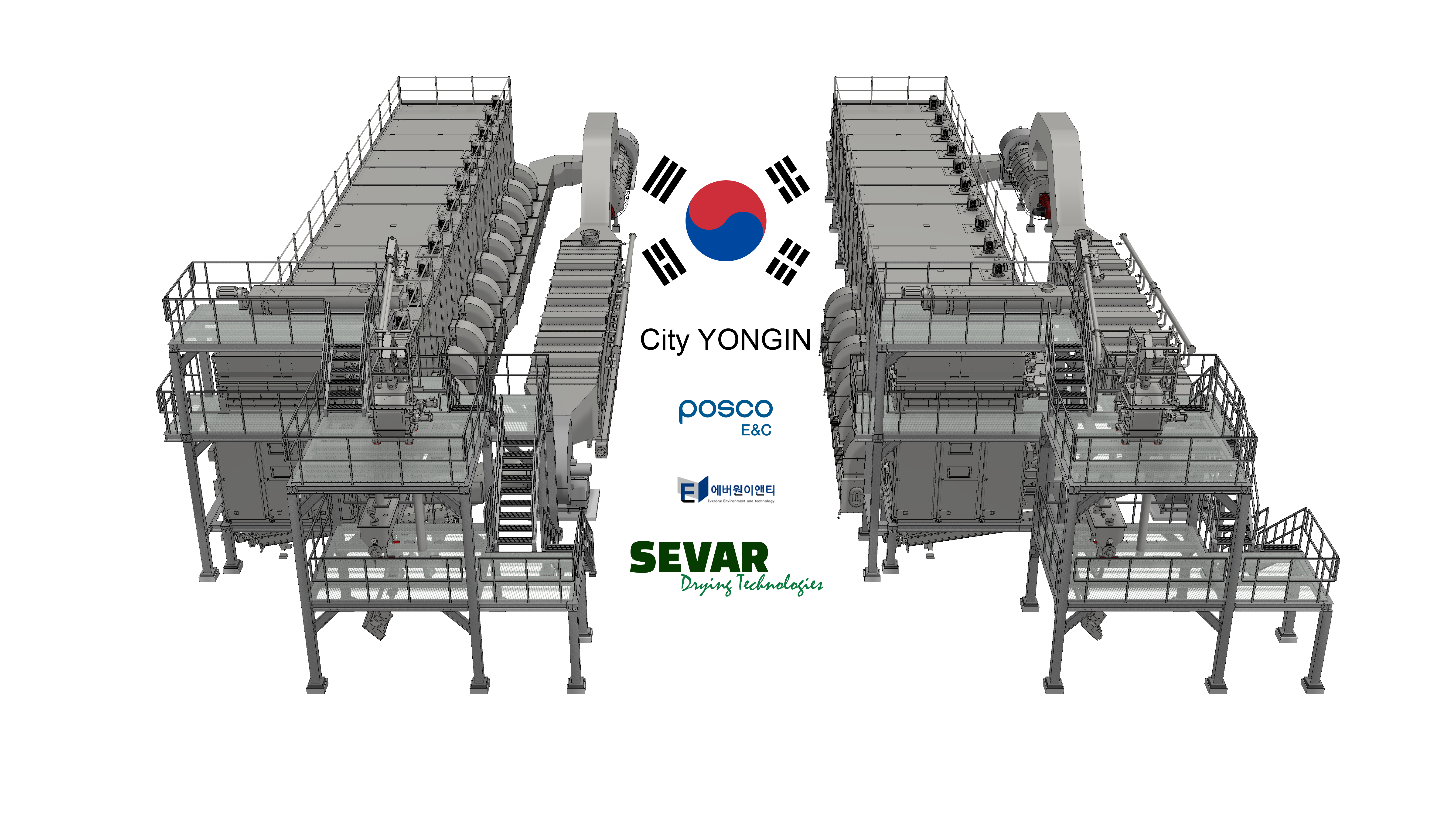
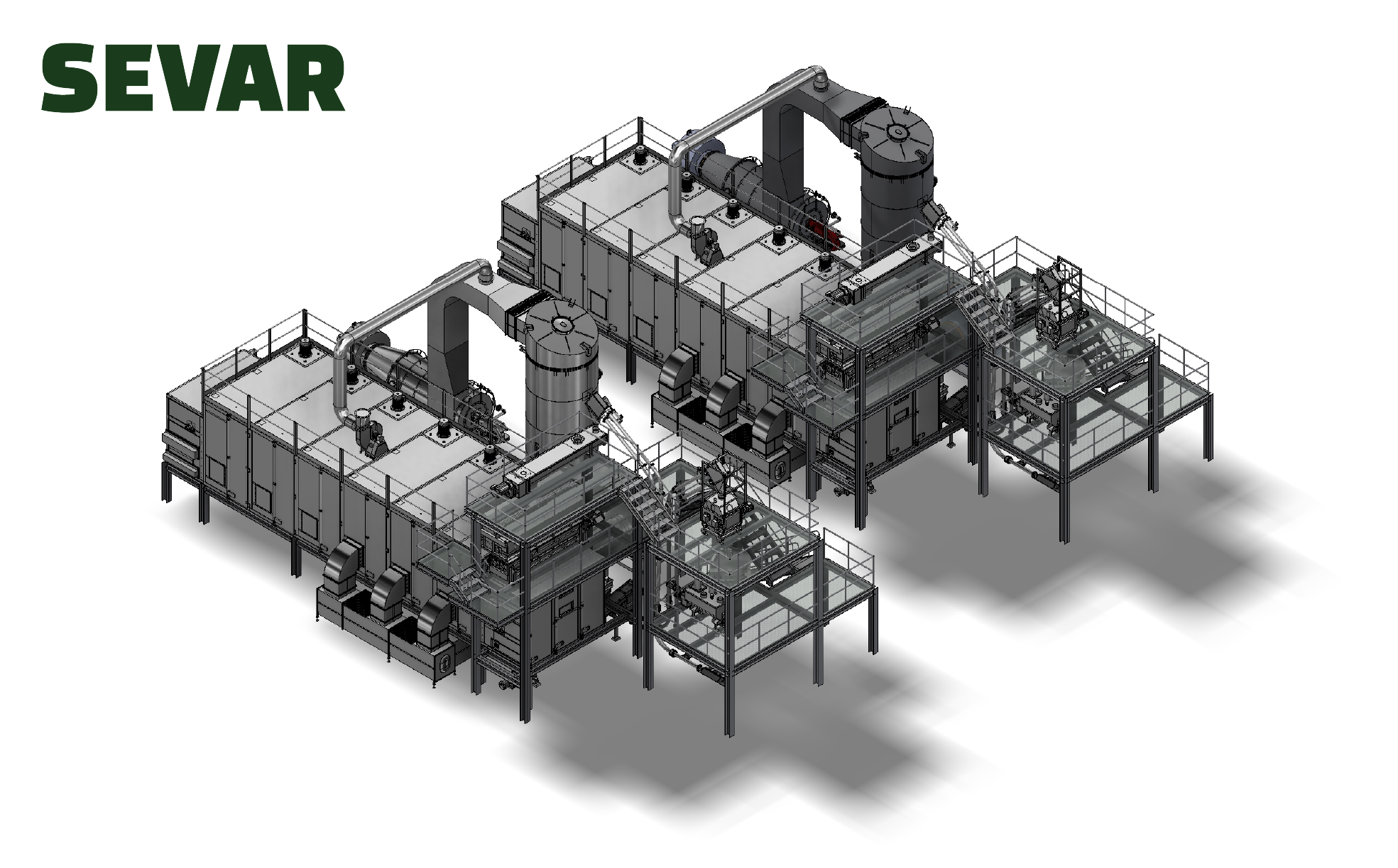
PLANTA DE TRATAMIENTO DE AGUAS RESIDUALES DE YONGIN-RESPIA | SECADO COMPLETO DE LODOS RESIDUALES BAJO TIERRA
Mayo 2023
La ciudad coreana de Yongin está modernizando el sistema de tratamiento de sus aguas servidas con la construcción bajo tierra de la nueva PTAR de Respia con tratamiento de lodos residuales para tratar 145.000 m³/d de aguas residuales. La ciudad está creando así espacio para instalaciones de ocio y parques y, así, un entorno más agradable para sus habitantes. El diseño general de la planta de secado térmico tiene desde ya previsto la posterior expansión en un 30% de capacidad adicional.
A través de Everone Environment & Technology Co., Ltd., POSCO Engineering & Construction, el contratista general de la ciudad de Yongin encargó a SEVAR el diseño y la fabricación de dos líneas de secadores de banda.
Dos líneas idénticas de secadores de banda BD 3000/13, cada una con 13 módulos, secan por hora 9,2 toneladas de lodos de depuradora deshidratados con una MS del 20 % hasta una MS del 90 %. A continuación, los lodos secos se mezclan con carbón y se incineran en una central eléctrica. Dentro de unos años, ambas líneas se ampliarán con 4 módulos cada una. El rendimiento anual será de 14.700 y, en el futuro, de 19.300 toneladas de material seco (100 % MS). Parte del biogás producido durante la digestión de los lodos digeridos se quema para generar el calor de secado. En los condensadores horizontales, el aire húmedo de escape del secador se condensa indirectamente usando efluente de depuradora como agua de refrigeración. El condensado se conduce a la depuradora para su tratamiento.
Los secadores de banda se entregarán e instalarán en 2024 y la planta de secado entrará en funcionamiento a mediados de 2025.
SUIZA | SECADOR DE BANDA AMPLIADO CON DOS MÓDULOS PARA UN NUEVO USO EN UNA NUEVA UBICACIÓN
Diciembre 2022
El secador de banda BD 3000/5 de KBA Hard en Schaffhausen, Suiza, que funciona desde 2009 para el secado de lodos de depuradora suministrados externamente, ha sido desmontado e instalado en una nueva ubicación de Juracement en Wildegg, Suiza. La nueva aplicación del secador, que se ampliará con dos módulos hasta alcanzar el tamaño BD 3000/7 en 2023, es el secado de madera triturada con un contenido de humedad del 50 % a un rendimiento de 4,5 t/h. El material se distribuye por encima de la banda del secador, de 3 m de anchura, mediante un tornillo pendular.
Una vez secado hasta alcanzar una humedad residual del 30-40 %, la madera sirve como combustible sustitutivo neutro en emisiones de CO2 para la producción de cemento. El secador de banda, que antes se calentaba con el agua de refrigeración de una planta de cogeneración alimentada con biogás, funciona ahora con gas caliente. El gas caliente generado en el enfriador instantáneo durante la producción de cemento se hace pasar por intercambiadores de calor para producir el aire caliente de secado a 130 °C. El aire caliente se utiliza como combustible sustitutivo. El aire de escape húmedo del secador se condensa en un biofiltro y se libera de olores.
SECADOR DE BANDA BD1500/2 | ENTREGA E INSTALACIÓN EN FRANCIA
SECADO DE LODOS DE AGUAS RESIDUALES DE LA INDUSTRIA DE SEMICONDUCTORES
Diciembre 2022
Para el proyecto Stel II, la empresa francesa NIJHUIS SAUR INDUSTRIES hizo un pedido a SEVAR AG en marzo de 2022 de un secador de banda BD 1500/2 que incluía la entrega, la supervisión de la instalación y la asistencia para la puesta en marcha y la automatización. Debido a sus dimensiones compactas, el secador se entregó completamente montado en un camión de gran tonelaje desde la fábrica de Karlsdorf-Neuthard hasta el lugar de instalación en Crolles, cerca de Grenoble (Francia). Un segundo camión transportó la unidad de alimentación, el tornillo de descarga, el elevador, el tornillo dosificador y los ventiladores.
Los lodos procedentes del tratamiento biológico de aguas residuales, deshidratados hasta un 16% de ST mediante un filtro prensa de cámara, se secan hasta > 60 % de SD con un caudal de 144 kg/h en los dos módulos del secador de banda BD 1500/2. La unidad de alimentación del secador de banda, compuesta por un distribuidor, una unidad de dosificación y una prensa de rodillos, granula el material antes del proceso de secado. Para un secado eficaz, se instala un sistema interno de retromezclado. En este proceso, el material secado se mezcla con el lodo deshidratado hasta aproximadamente un 30 % de ST. De este modo, el material a secar adquiere una relación volumen-superficie favorable para la transferencia de agua al aire de secado. Para generar el calor de secado a una temperatura mínima de 56 °C, se utiliza un circuito de agua de un proceso de producción de la industria de semiconductores adyacente con un mínimo de 65 °C (nominalmente 90 °C) de agua caliente. El circuito de agua calienta el aire de secado indirectamente a través de intercambiadores de calor instalados en la cámara de mezcla de la secadora. Durante el proceso de secado se evaporan 106 kg/h de agua.
ORIENTE MEDIO | PEDIDO DE 2 LÍNEAS DE SECADORES DE BANDA BD 3000/5 PARA EL SECADO DE LODOS CRUDOS
Diciembre 2022
En el secado de 3,5 t/h [7.700 lb/h] de lodos crudos deshidratados y biológicos con un 21 % de TS hasta un 90 % de TS, se evapora un total de 2,7 t/h de agua con dos líneas idénticas del secador de banda BD 3000/6. El agua evaporada que contiene el aire de escape del secador, se condensa con el efluente de la depuradora, y el condensado producido se trata en la depuradora. El aire caliente de secado se genera con quemadores alimentados con gasóleo y se mezcla con el aire de escape reciclado condensado hasta alcanzar una temperatura de secado de aproximadamente 130 °C [265 °F]. Con el tratamiento a esta temperatura y un tiempo de permanencia superior a 90 minutos se cumplen los requisitos de la clase A de la EPA de EE.UU. para la eliminación de patógenos.
Cada línea del secador de banda estará equipada con retromezclado, trituración y cribado del producto, condensador de pulverización directa y quemador. La ingeniería, la fabricación, la entrega, la supervisión de la instalación, la puesta en marcha y la prueba de funcionamiento in situ forman parte del contrato de SEVAR AG.
SECADOR DE BANDA PARA LODOS DE DEPURADORA DE AGUAS RESIDUALES LÁCTEAS

Septiembre 2021
En Grajewo, Polonia, se construye una planta secadora de lodos de depuración industrial a partir de las aguas residuales de productos lácteos.
El operador de la Planta SM MLEKPOL es una cooperativa láctea Polaca y la mayor empresa láctea de Polonia. MLEKPOL es una de las veinte mayores empresas procesadoras de leche cruda de Europa. Cada día se procesan alrededor de 5 millones de litros de leche de 9.000 productores de leche. La empresa de ingeniería polaca SEEN Technologie es el contratista general.
Las aguas residuales de la industria láctea se tratan biológicamente en la propia planta de tratamiento de aguas residuales de la empresa. Los lodos de depuración producidos a 1,2 t/h y deshidratados al 16 % ST se secarán en el futuro al 90 % ST con un secador de bandas de tamaño BD3000/6 con una línea de evaporación de agua de 1 t/h. Para una estructura de superficie óptima, el lodo deshidratado se vuelve a mezclar con lodo seco al 30 % de materia seca antes de aplicarlo a la banda del secador.
El aire de secado se calienta a aproximadamente 80-85 °C en intercambiadores de calor, alimentado con el agua de enfriamiento caliente a 90 °C (flujo) de una unidad de cogeneración. El retorno del agua de refrigeración a la cogeneración, enfriada a 70 °C, se utiliza para precalentar el aire de secado reciclado a 50 °C. El aire de secado reciclado se deshumidifica previamente en un condensador de aspersión y se enfría a 30 °C.
La característica técnica especial de este sistema es la recuperación de calor mediante un intercambiador de calor utilizando el aire de escape caliente y húmedo después del proceso de secado y antes de la condensación para calentar el lodo fino en 5 K para su tratamiento anaeróbico en el digestor a 36°C para generar biogás.
La puesta en servicio de la Planta de secado está prevista para el tercer trimestre de 2022.
MERCK SHARP & DOHME ENCARGA UN SECADOR DE BANDA PARA SU PLANTA DE PRODUCCION EN ELKTON, VA (USA)

Abril 2021
La compañía farmacéutica estadounidense Merck Sharp & Dohme, Inc. (MSD) encarga al contratista general Jacobs Engineering Group, Inc. planificar y construir una planta de secado de lodos de depuración. Los lodos de depuración se producen durante el tratamiento biológico de las aguas residuales de producción industrial en la planta de producción de Elkton en el estado de Virginia, EE.UU., con 2,6 t/h y 15% ST.
El secador de bandas BD3000/8 de SEVAR AG está diseñado para una capacidad de evaporación de agua de 2,2 t/h. El aire de secado del secador de bandas BD 3000/8 se calienta indirectamente hasta 130 °C con vapor de proceso, que surge en la planta de producción a través de intercambiadores de calor. Los lodos de depuradora, secados al 90 % de la ST a 0,4 t/h, se transportan a través de transportadores de tornillo a contenedores, que luego se transportan en camión. El aire de escape cálido y húmedo se deshumidifica en un condensador de pulverización que funciona indirectamente con agua de refrigeración, lo que también se produce en la instalación de producción. Parte del aire de escape se recicla y el exceso de aire se alimenta al depurador ácido para eliminar los compuestos nitrogenados. El condensado resultante se trata en la propia planta de tratamiento de aguas residuales de la empresa.
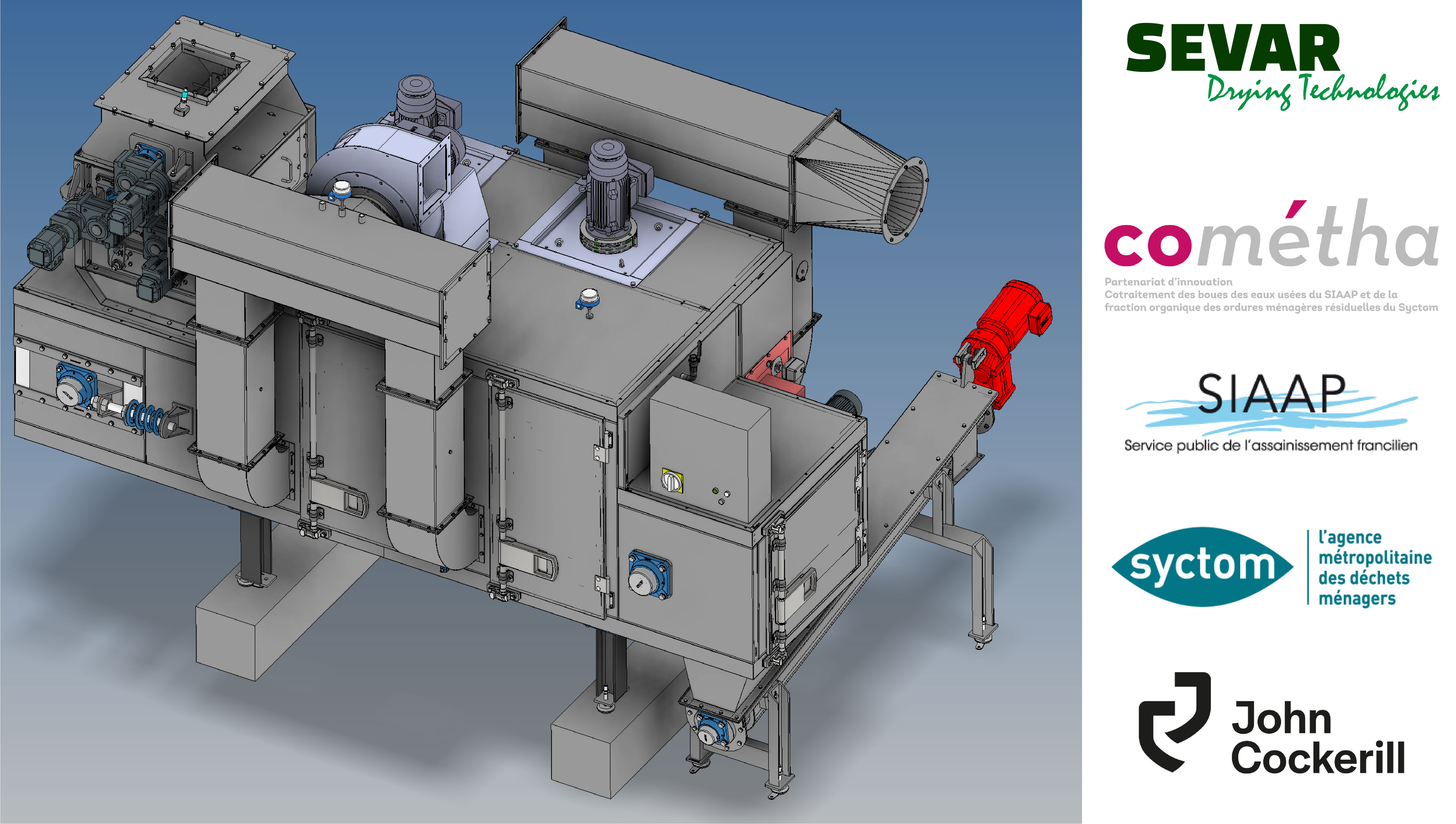
Secado de digestato a escala piloto
Febrero 2021
Cométha es un proyecto de asociación de innovación conjunta entre SIAAP (Asociación Francesa de aguas residuales) y Syctom (Operador público para la recuperación de residuos domésticos) en la región de París, Francia. Las empresas se encargan de la eliminación de aguas residuales de 9 millones de habitantes y del tratamiento de residuos domésticos de 6 millones de habitantes. Para lograr el objetivo de Syctom de convertir los residuos en un recurso con una economía circular sostenible, los canales de reciclaje se optimizan constantemente. El grupo belga de ingeniería mecánica John Cockerill tiene la responsabilidad general del proyecto como contratista EPC.
Cométha se ocupa del tratamiento de la fracción sólida y líquida de los biorresiduos que se generan durante su tratamiento en la planta de biogás. La metanización (tratamiento anaeróbico) de la materia orgánica genera biometano, que puede inyectarse en la red de gas o utilizarse como combustible para vehículos. El digestato es el residuo rico en nutrientes que queda durante el proceso de fermentación.
Cométha está investigando en una planta piloto (fase 2) la viabilidad del tratamiento conjunto (nueva mezcla) de las siguientes sustancias biológicas sólidas y líquidas con alto contenido orgánico: grasas, lodos de depuradora, fracción líquida de basura, residuos domésticos y estiércol de caballo. La recuperación de energía, la metanización optimizada y la producción de nutrientes se están investigando experimentalmente y con visión de futuro.
En la innovadora planta piloto de Seine Valenton, Francia, el digestato producido durante la metanización, se deshidrata en una prensa de tornillo, se seca con un secador de banda SEVAR(escala piloto) y alimenta a pirólisis. A partir de la fase líquida, se produce sulfato de amonio mediante el proceso de decapado para su uso como fertilizante.
El secador piloto de tamaño BD 750/2 fue ordenado por John Cockerill en febrero de 2021 para un rendimiento de 30 - 100 kg/h de digestato deshidratado con aprox. 25 - 50 % ST y una capacidad de evaporación de agua de 20 - 40 kg/h en SEVAR AG. El residuo de la fermentación se coloca en la banda de secado a través de una prensa de rodillos, se transporta a través de las dos cámaras de secado calentadas eléctricamente y se transporta a través de un tornillo de descarga enfriado con agua. Las dimensiones compactas exteriores (LxWxH) son alrededor de 4200x3250x3000mm.
La planta piloto estará en operación por 3 años. Los resultados de la operación influirán en la planificación y construcción de la planta industrial en la fase 3.
Leer más: www.cometha.fr/en/
EL CONDADO DE HOWARD COUNTY EL CERTIFICADO DE ADQUISICIÓN

Enero 2021
La "Oficina de Servicios Públicos" del condado de Howard County, el operador de la Planta de Recuperación de Agua Little Patuxent (LPWRP) en el estado de Maryland, EE. UU., se ha hecho cargo del "Sistema de Secado de Banda de Biosólidos" con la firma del Certificado de Adquisición. Esto inicia la fase de garantía de 24 meses de la planta.
La contratación del sistema de secado por parte de la constructora Clark Construction Group, LLC se llevó a cabo en febrero de 2017. El servicio de ingeniería del "Proyecto de Mejoramiento de Instalaciones de Procesamiento de Biosólidos" estuvo a cargo de la reconocida empresa de ingeniería estadounidense HDR, Inc.
Se construyeron dos líneas del secador de bandas SEVAR, calentado directamente con gas natural o biogás, con un búnker receptor de lodos húmedos que incluye bombas de alimentación, silos de material seco y condensadores de aspersión para una tasa de evaporación de agua de 2 t/h por línea de secado. En enero de 2021 entró en funcionamiento el sistema electromecánico y de control técnico llave en mano para el secado completo de 2,0 t h de lodos húmedos con 20 % de ST a 90 % de ST.
El proyecto tiene como objetivo reemplazar la práctica anterior de estabilizar lodos de depuradora no digeridos con cal por un proceso moderno. La construcción de digestores y el subsecuente secado completo de los lodos de depuradora digeridos cumplen con los altos estándares de Clase A, con respecto a la eliminación de contaminantes y patógenos. Los lodos de depuradora secos están disponibles para la venta a los ciudadanos para su uso como fertilizante o como mezcla de suelo. El uso en la producción de césped es otro posible uso de los lodos de depuradora.
El proyecto de Mejoras de las instalaciones de procesamiento de biosólidos de la planta de recuperación de agua de Little Patuxent recibió el premio Envision Silver Award for Sustainability del Institute for Sustainabale Infrastructure (ISI) en septiembre de 2021.
SEVAR AG GANA UN CONTRATO EN HAWAII
Mai 2020
En 2018, "La ciudad y el condado de Honolulu" convocaron licitaciones para la modernización de su sistema de tratamiento de lodos de depuración con el objetivo de procesar los lodos en "biosólidos de clase A" secándolos, con lo que no sólo se ahorrarán gastos de eliminación, sino que también se producirá un valioso material que podrá utilizarse para mejorar el suelo.
Después de que la empresa PARSONS se adjudicó el contrato como contratista general, ordenó los secadores (2 líneas BD 3000/8) a SEVAR AG. Con el apoyo activo de nuestro agente local Promark Corp. SEVAR pudo asegurar la orden.
El alcance del suministro incluye las dos líneas del secador y toda la línea de tratamiento del aire de proceso; la generación de calor mediante la combustión de gas natural / biogás, así como el aire de escape del secador (condensación, recirculación y tratamiento del aire de escape mediante lavadores químicos)
El factor decisivo para el cliente fue la flexibilidad de los secadores SEVAR para ser suministrados con diferentes fuentes de calor; así, los secadores se calientan primero directamente por gas natural / biogás y más tarde, según el IBN de la CHP prevista, por los gases de escape de la CHP.
Los secadores tienen una capacidad de evaporación de 2 t/h cada uno, de manera que la planta puede procesar más de 5 toneladas de lodos deshidratados por hora. Lodos de aguas residuales municipales con un contenido inicial de sólidos de 23 % ST secados a 92 % ST Al exponer la masa bacteriana a temperaturas de secado de hasta 130 °C, el lodo se higieniza y se eliminan todas las bacterias como el e.coli o la salmonela.
Tanto la ingeniería como la producción tienen lugar en Alemania y están en pleno desarrollo. La planta será enviada por transporte marítimo. La instalación y puesta en marcha es llevada a cabo por los empleados de SEVAR AG.